|
2023-02-09
2023-02-09
2022-08-02
2022-08-02
2022-02-22
2022-02-08
2022-01-24
2022-01-12
|
数控车床编程加工-螺纹加工直进法优化发表时间:2021-09-22 11:40 一、直进法改进加工结果的方法
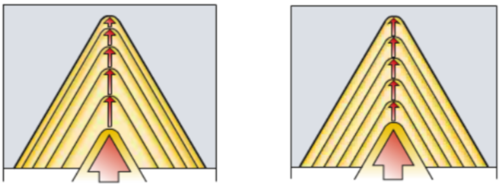
1. 切深逐层递减(切屑面积不变) - 第一次走刀最深 - 遵照样本中进刀表上的推荐值 - 更加“平衡”的切屑面积 - 最后一次走刀实际约为0.07mm 2. 切深恒定 - 对刀片有更高的要求 - 确保最佳切屑控制 - 不应用于螺距大于TP1.5mm 或 16TP时 利用额外余量精修螺纹牙顶: 加工螺纹之前,不必将胚料车削至精确的直径,利用额外余量/材料精修螺纹牙顶。对于精修牙顶刀片,前面的车削工序应留出0.03-0.07mm的材料,以使牙顶正确成形。 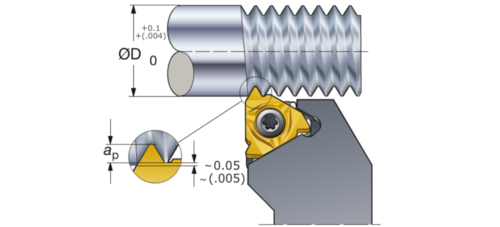 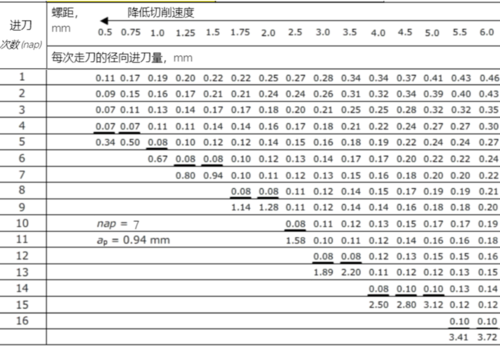 确保工件和刀具对中: 使用最大中心线偏差±0.1mm。切削刃位置过高,后角将减小,切削刃将受到剐蹭(破裂);切削刃位置过低,螺纹牙型可能不正确。 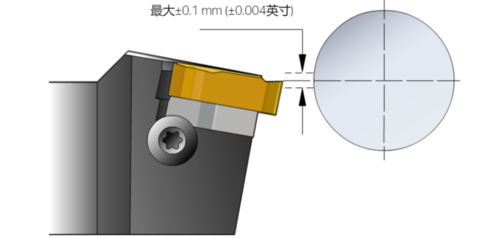 二、螺纹车削应用技巧 (数控车床编程培训) 1)在螺纹车削前检查工件直径是否有正确的加工余量,增加0.14mm作为牙顶余量。 2)在机床中精确定位刀具。 3)检查切削刃相对于中径的设置。 4)确保使用正确的刀片槽型(A、F或C )。 5)通过选择适当的刀垫确保足够大且均匀的间隙(刀片-倾斜刀垫),以获得正确的牙侧间隙。 6)如果螺纹不合格,则检查包括机床在内的整个装夹。 7)检查螺纹车削可用的数控程序。 8)优化进刀方法、走刀次数和尺寸。 9)确保正确的切削速度以满足应用要求。 10)如果工件螺纹的螺距错误,则检查机床螺距是否正确。 11)在切入工件之前,建议刀具应以3倍螺距的最小距离开始。 12)高精度冷却液能够延长刀具寿命并改善切屑控制。 13)快换系统可确保简单快速的装夹。 为螺纹车削工序选择刀具时,应考虑: - 检查悬伸和所需的任何间隙(例如台肩、副主轴等) - 最大限度地减少刀具悬伸以实现快速装夹 - 对于刚性差装夹,选择切削力更小的刀片 - 高精度冷却液能够延长刀具寿命并改善切削控制 - 使用即插即用冷却液接杆可轻松接通冷却液 - 为了确保生产率和刀具寿命,首选多牙型刀片,次要选择为单刃全牙型刀片,生产率最低,刀具寿命最短的选择是V牙型刀片。 刀片磨损和刀具寿命: 进刀方法,优化进刀方法、走刀次数和深度 刀片倾角,确保足够大且均匀的间隙(刀片-倾斜刀垫) 刀片槽型,确保使用正确的刀片槽型(A、F或C槽型) 刀片材质,根据材料和韧性要求选择正确的材质切削参数,必要时,改变切削速度和走刀次数。
扫码咨询培训详情 浙江杭州数控培训基地,浙江省模具行业协会培训中心,浙江省模具数控人才基地 咨询电话:0571-85376617 13346191573 |